














Visit us for a live presention
Contact us for scheduling.
CleanCarbonConversion`s UHTH® energy recovery plants convert waste materials into clean syngas fuel, leaving no toxic residues nor any pollution to the environment.
CleanCarbonConversion - one step ahead.


Every day a massive 7.5 billion kg of waste are dumped globally.
Each of us produces about 1 kg of waste per day


Ultra-High-Temperature-Hydrolysis plants are waste to energy systems
which are more efficient, economic, flexible and integratable
than any other energy recovery approach in use today,
converting all organic waste into energy and clean re-usable syngas
without any toxic residue or pollution to the environment.

Fire with oxygen
Simple - but very dirty
• Partial carbon destruction
• Ash / toxic residue
• Smoke
• Environmental hazard

Pyrolysis, Plasma, etc.
Complicated and costly
• Partial carbon destruction
• Ash / toxic residue & smoke
• Contaminated end-products
• Limited feedstock
• Expensive gas cleaning
• Limited energy recovery
• Expensive & inefficient

Ultra-High-Temperature
Simple, clean, sophisticated
• No fire
• Full carbon conversion
• No toxic residues
• No smoke
• Nullifies toxicity
• Highest energy recovery
• Regulations compliant
• Efficient & ecologic


No limitation in feedstock, even waste with a retained moisture content of up to 30% and in a size of approx. 1.5 cm3 (feedstock dependent) can be introduced into the system
In a first silo oxygen is flushed out. In the second silo any remaining oxygen traces are eliminated prior to the feedstock entering the UHTH® chamber
Feedstock slowly pases through the UHTH® hot box and converts to syngas under ultra high temperatures in an oxygen-free environment
Only organic material converts into syngas. Inorganics, i.e . metal, glass or sand etc., that can`t be converted by the UHTH® process are ejected in a clean, sterile sand-like state
The syngas generated with the UHTH unit is tar-free and very clean, therefore the gas cleaning system can be limited to a simple acid and a basic scrubber - contrary to comparable waste treatment technologies which require expensive and complicated scrubber systems.
The produced, very clean, tar-free, environmental friendly, ready-to-use syngas can be utilized for a wide variety of applications incl. hydrogen or electricity production, chemicals and various fuel products, etc.
UHTH® plants deliver cleaner syngas than any other technology today,
are modular, offer more options and generate higher revenue streams
while being eco-friendly and compliant to environmental specifications.
The vast and versatile application possibilities embrace virtually all organic feedstocks(*),
incl. toxic and hazardous materials. Only organic materials gasify, inorganics will pass
through the system to be precipitated as inert sterile solids.
(*) Best at a retained moisture content of approx. 20-30% and in a size of ≈ 1.5 cm3 (feedstock dependent) can be introduced into the system
Some of the feed stock has to be conditioned to be treated with the UHTH unit. This could involve for example sorting, shredding or drying of the material. The finer the material the quicker and more efficient the conversion.
Pretreatment and gas utilization machinery is standard, off-the-shelf equipment and supplied by third parties.Organic is not just biomass, its any member of a
large class of organic gaseous, liquid, or
solid
chemical compounds whose molecules contain carbon.
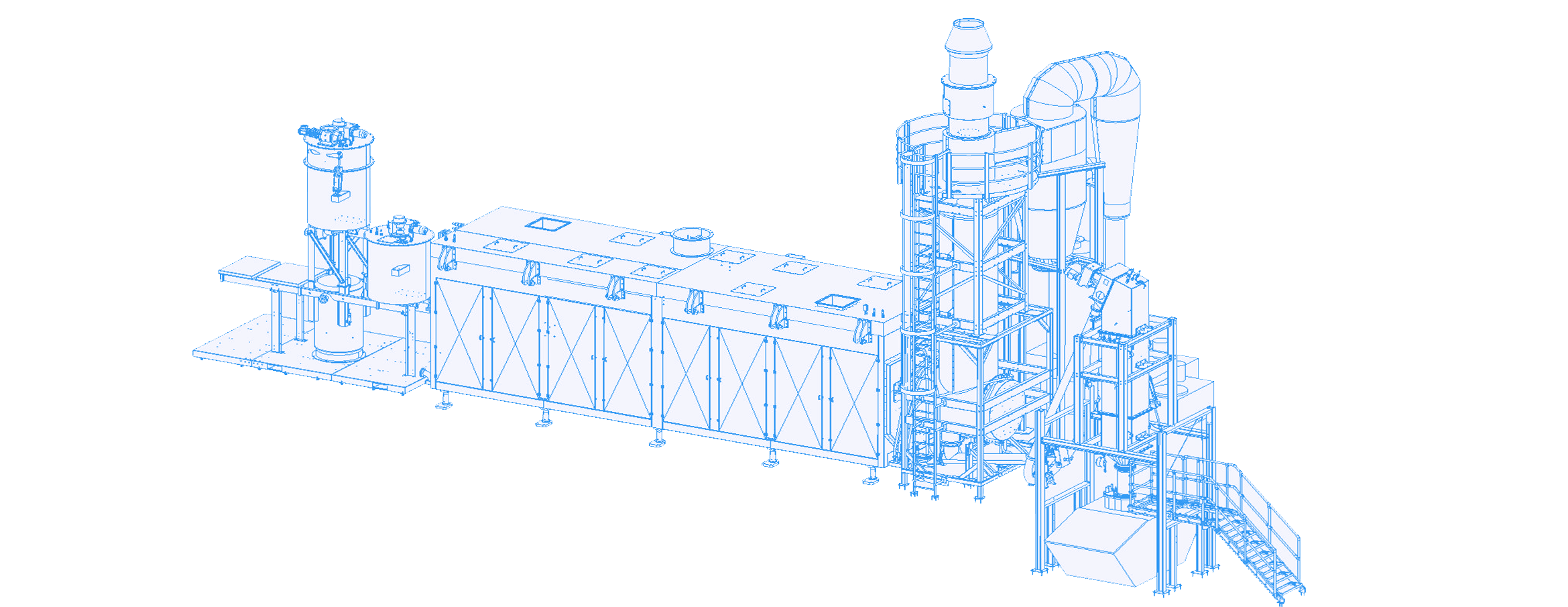
There are two different types of UHTH® units available adressing specific requirements.
SPECIFICATION
Infeed per Year: ≈ 1600mt (1)
Throughput per Day: 5mt (2)
Length: 12.5m
Width: 3m
Height: 4.5m
Syngas per Year: ≈ 1.4 - 4.8 Mio Nm3 (2)
(1) light feed stock equals approx. volume
(2) feed stock dependent
DESCRIPTION
The modular T5 UHTH® setup is the entry size waste treatment plant aimed at decentralised and mobile applications for smaller facilities where direct waste treatment was previously impossible.The certified T5 UHTH® unit is aimed at customers who face specific waste challenges in terms of logistics, toxicity and expenses but where volumes are limited.
SPECIFICATION
Infeed per Year: ≈ 8000mt (1)
Throughput: 25mt per Day(2)
Length: 25m
Width: 4.5m
Height: 10m
Syngas per Year: ≈ 7.2 - 24 Mio Nm3 (2)
(1) light feed stock equals approx. volume
(2) feed stock dependent
DESCRIPTION
The modular T25 UHTH® setup is the most efficent and unique plant addressing larger global waste challenges by providing an affordable and robust waste management solution. With its small footprint the certified T25 UHTH® can be applied to a wide range of large waste processing challenges including toxic, hazardeous and infectious material.
UHTH® delivers a Solid Return on Investment generating revenue streams on both ends of the process.
Next to its modular setup, the UHTH® plants are representing the next generation waste management
treatment and energy recovery technology. Through the installation of a plant, customers can not only
measure profits by what they save in transport, tipping anddisposal fees, but it is in addition possible
to offset operational costs while generating
revenue streams based on the sale of energy (utilization of
the gas and off-heat) from the waste material that previously cost them disposal fees.
Download your personal copy of our flyer.
Available as:

| Comparison | ||||
| Methane | ||||
| Ethan | ||||
| Propane | ||||
| Nitrogen | ||||
| Carbon Monixide | ||||
| Carbon Dioxide | ||||
| Hydrogen | ||||
| Lower Heating Value | ||||
UHTH® syngas has all the building blocks to create many of the products and chemicals currently generated in the petrochemical industry, thus UHTH® can be regarded as "smart" fuel.
As UHTH® process provides the cleanest and most optimized Syngas, it may even become a primary source of fuel; in all practicalility it can replace natural gas.
UHTH®plants help communities to reach their energy supply security plans by being apadted to the CRITIS, by injecting clean re-usable syngas into a localized smarter energy infrastructre.
Carbon monoxide, methane and hydrogen, the major components of syngas,
are the basic building blocks
of a number of utilization possibilities and sub-products,
such as direct use, fuels, chemicals, fertilizers and substitute natural gas.

Direct utilisation of Syngas as an alternative for Natural gas is considered a renewable fossil fuel replacement. This can be achieved in nearly every industrial applicaion where natural gas is used with minor technical adaptation. This process heat can then be utilsied for heating and absorptive cooling processes.

Hyrdogen production from syngas is possible due to the already high hydrogen content in syngas being seperable through processes like PSA. Even higher hydrogen yields can be achieved by means of complementary systems such as reformers and water gas shift reactors to maximise the hydrogen production per unit feeddstock. Although these processes consume energy, the yields per unit energy can far exceed the performance of electrolysis.
UHTH® syngas could be furhter processed by complementary technologies into synthetic natural gas (SNG). The high purity and quality of UHTH® syngas enables downstream technologies to achieve grid compatible SNG qualities with reduced complexity and increased consistency.
UHTH® Syngas can be used to generate electricity in a combustion turbine. The combustion turbine drives an electric generator. Exhaust heat can be recovered and used to boil water, creating steam for a steam turbine-generator.

The liquids produced from the UHTH®syngas, which comprise various hydrocarbon fractions, are the cleanest available today (sulphur free) straight-chain hydrocarbons, and can be converted further to i.E. automotive fuels.

UHTH® syngas can be used as a basic chemical building block for a large number of applications in the petrochemical and refining industries.
In a one-step process the UHTH® unit creates a cleaner syngas than any other comparable technology can provide, guaranteeing the highest conversion factor possible (≈95%). UHTH® is clean, efficient, ecologic and economic.
The highly efficient UHTH® units recover the energy contained in waste materials in the form of a valuable, energy-rich, clean syngas. Furthermore, the process available heat can be recovered and, depending on the application valuable constituents of the waste stream can be recovered such as heavy or precious metals, phosphorus etc.
Typically, the UHTH® unit can process feed with a retained moisture content of approx. 20-30% and in a size of approx. 1.5 cm3 or a similar dimension, (the finer the material the quicker and more efficient the conversion).
Treatment of a vast variety of waste types are possible and have been proven including hazardous, infectious and toxic materials, as well as all kinds of biomass. Note: Only organic material (carbonaceous matter) gasifies, thus generates energetic syngas fuel. Other materials will be passed through the system to be precipitated as inert, sterile solids; therefore it makes sense that inorganic be segregated prior to the process.
The UHTH® technology is a closed circuit process, there are no toxic emissions or toxic residues left. There is no fire burning, thus no smoke stack is required and no ash is created.
The UHTH® process recovers ≈95% of the energy content of waste materials in the form of syngas, which in turn can be used to produce electricity. The power output depends on the energy content recovered and the efficiency of the generator.
UHTH® simplified scrubber ensure a hazzlefree removal of particulates, hydrocarbons and soluble matter
UHTH® plants have favorable CAPEX costs which can be easily offset by current OPEX costs. As an added benefit it can even generate revenue streams from syngas and offheat.
Valuable inorganic contents of the feedstock such as for example metals or phosphorus can be recovered from the residual solids or the gas scrubbers.
The UHTH® technology runs on temperatures up to 1.200 degrees. At that level heavy metals, halogens, sulfur etc. go into the gas phase. The boiling point of mercury for example is 356.7° Celsius. Other technologies run on lower temperatures or cool down the gas right after their process. In consequence, they mix their ash with heavy metals and disposal of their residues becomes costly. In the UHTH® system, heavy metals are forwarded to the acid scrubber and fall out during gas cooling. A filter system helps to recover these (sometimes expensive) materials to be reused. Halogens, Chlorine, Sulfur etc. are recovered as a reusable product in the basic scrubber. There is no cleaner way to treat hazardous waste.
The compact, flexible plant modules are available in 2 sizes: the small T5 with a capacity of approx. 5t/d at 12x3x4,5m L/W/H and the large T25 with a capacity of approx. 25 t/d at 25x4x10m L/W/H
OUR DRIVERS? INNOVATION. INSPIRATION. EXPERIENCE.

UHTH® is not just another waste to energy technology. It`s a fundamentally new approach.
We work open, competently, communicate clearly, and abide by agreements.
The modular and compact UHTH® system`s setup can be adjusted to an individual project`s space constraints.
Innovation and quality have been traditional and obligatory cornerstones in the development of the UHTH®technology